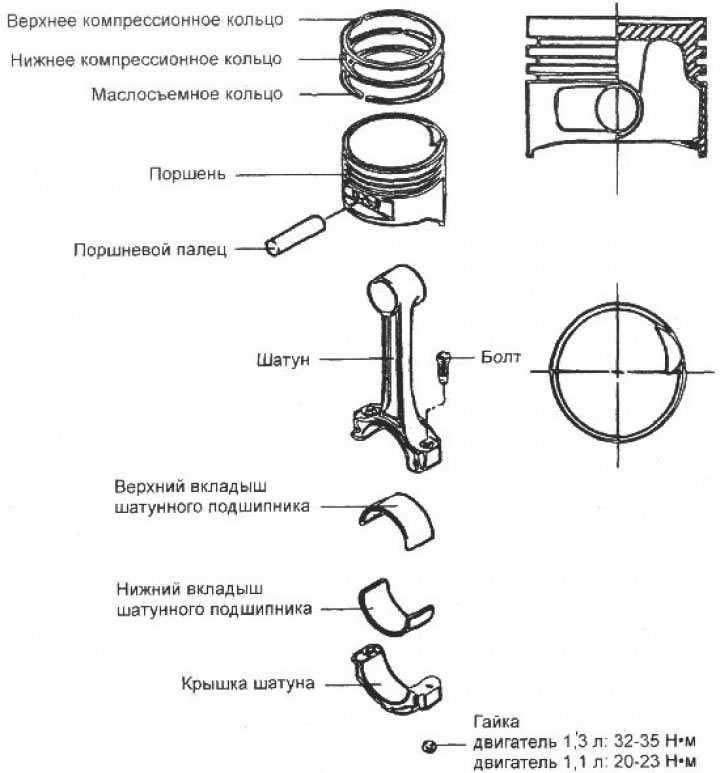
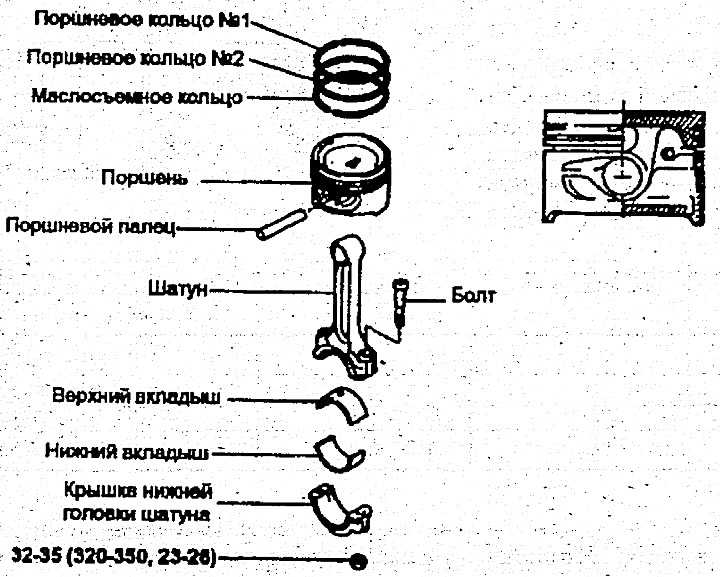
Снятие шатунно-поршневых сборок Opel Astra
Снятие шатунно-поршневых сборок
|
Прежде чем приступать к извлечению из двигателя шатунно-поршневых сборок, необходимо снять головку цилиндров, поддон картера и маслозаборную трубку, мост крышек коренных подшипников/ маслоотражательную пластину/ балансировочную сборку (в зависимости от комплектации) (см. Процедуры ремонта бензиновых двигателей SOHC без извлечения их из автомобиля, Процедуры ремонта бензиновых двигателей DOHC без извлечения их из автомобиля или Процедуры ремонта дизельных двигателей 1.7 л и 2.0 л без извлечения их из автомобиля). |
Порядок выполнения
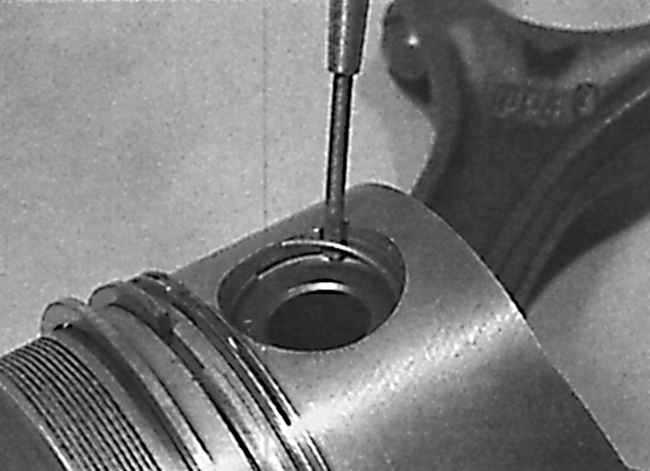
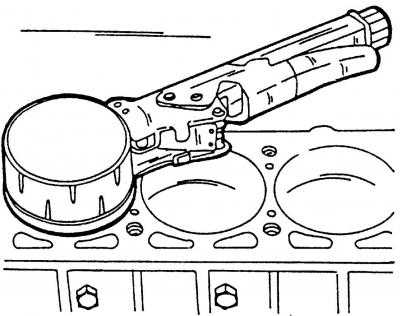
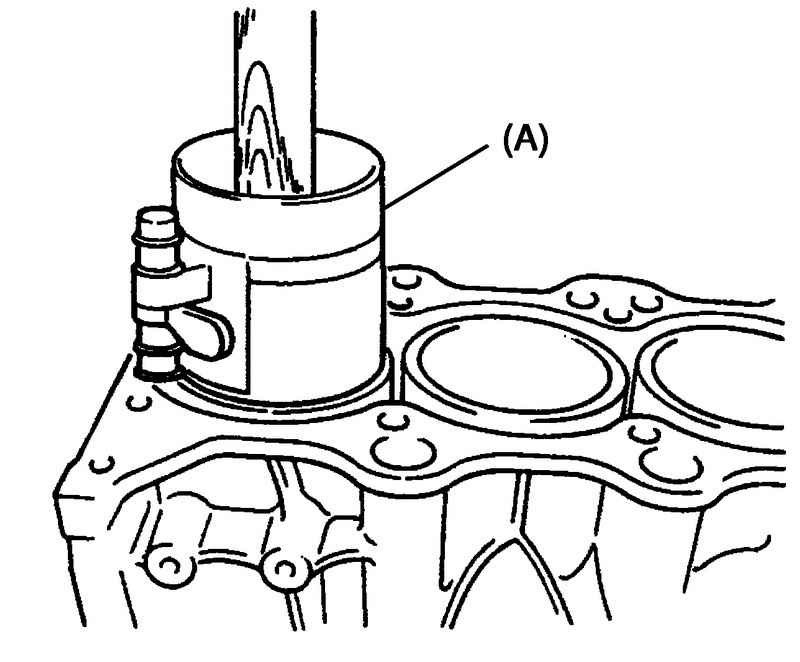
При помощи специального зенкера полностью удалите следы ступенчатого износа с верхней части цилиндров — действуйте в соответствии с приложенными к зенкеру инструкциями изготовителя. Ступенька образуется на границе хода поршня, приблизительно в 6.4 мм под верхним срезом цилиндра за счет механической выработки металла и нагарообразования, определить ее наличие можно на ощупь ногтем пальца. Попытки извлечения шатунно-поршневых сборок без удаления ступенчатой выработки чреваты повреждением поршней.
Закончив подготовку цилиндров, переверните двигатель вверх дном, таким образом, чтобы коленчатый вал оказался сверху.
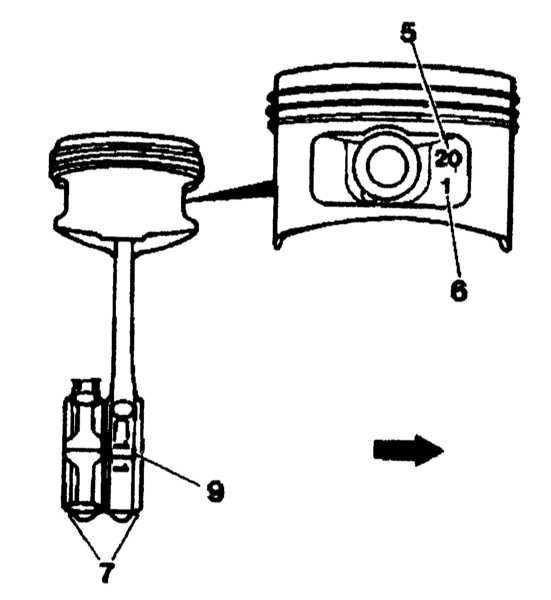
Прежде чем снимать шатуны с коленчатого вала, оцените величину осевого люфта их посадки на соответствующих шейках последнего. Плотно введите лезвие(я) измерительного щупа в зазор между боковой стенкой нижней головки шатуна и щекой кривошипа, полностью выбрав люфт шатуна на шейке вала. Суммарная толщина подобранных лезвий щупа и будет равняться величине осевого люфта шатуна. Сравните результат проведенного измерения с требованиями (см. Спецификации). Если величина осевого люфта превышает предельное допустимое значение, данный шатун подлежит замене. Осевой люфт нового шатуна, либо старого на новом валу, может оказаться меньше нижнего допустимого предела, в этом случае шатун можно проточить, — проконсультируйтесь со специалистами автосервиса. Поочередно проверьте все оставшиеся шатуны.
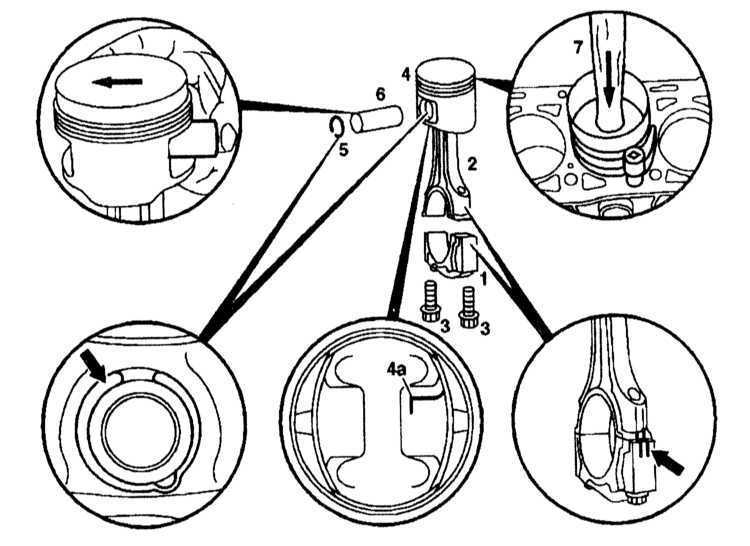
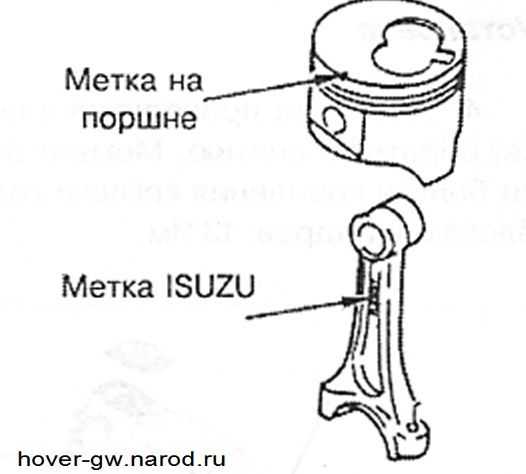
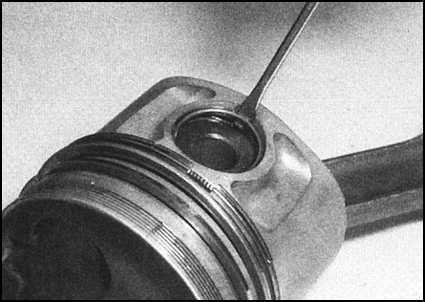
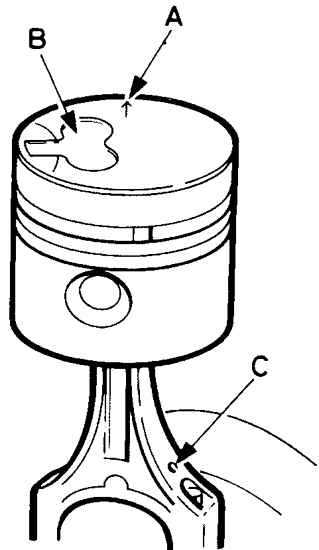
Удостоверьтесь в наличии на нижних головках шатунов и их крышках идентификационных меток принадлежности к своему цилиндру, в случае необходимости нанесите метки самостоятельно при помощи маленького кернера или маркера.
Проверните коленчатый вал таким образом, чтобы поршни 1-го и 4-го цилиндров оказались в положениях НМТ.
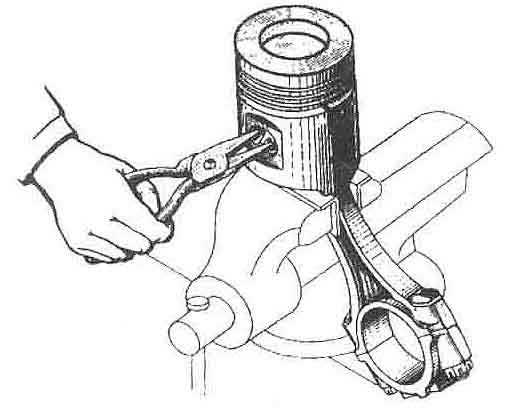
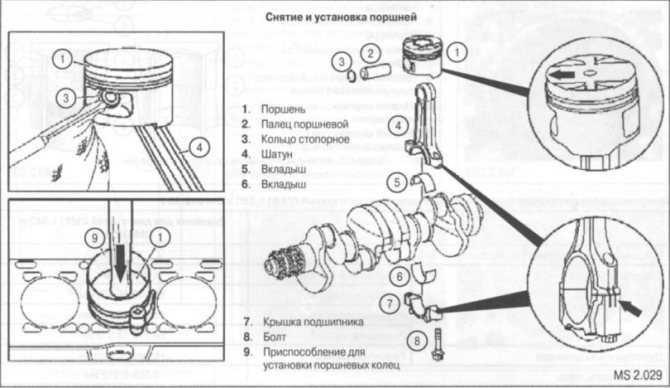
В несколько приемов (по 1/2 оборота за подход) ослабьте гайки/ болты крепления крышки нижней головки шатуна первого цилиндра настолько, чтобы появилась возможность отворачивания их вручную. Снимите крышку шатуна вместе с помещенным в нее вкладышем подшипника, — постарайтесь не выронить последний.
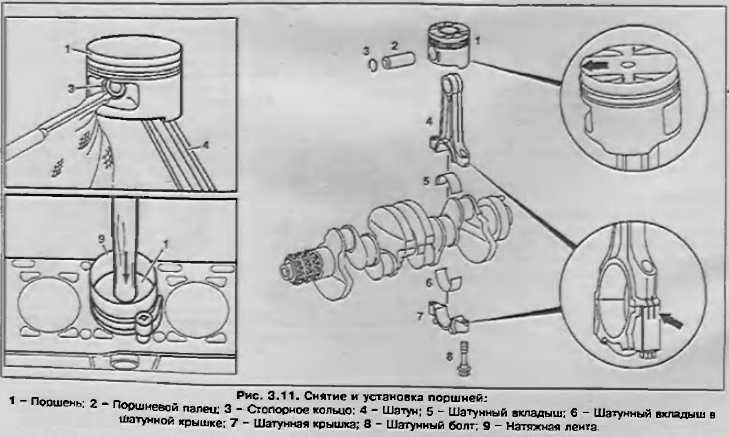
На некоторых двигателях разрез нижней головки шатунов формируется путем разламывания заготовки с сохранением формы излома путем специальной обработки для лучшего качества сочленения
При демонтаже крышек с шатунов такого типа соблюдайте крайнюю осторожность, — не повредите сопрягаемые поверхности.
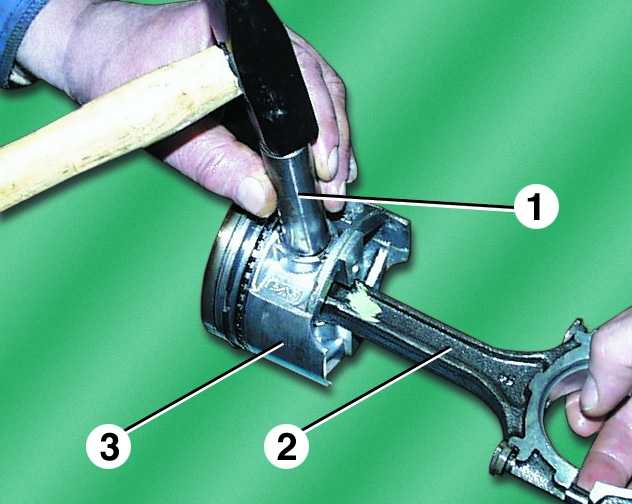
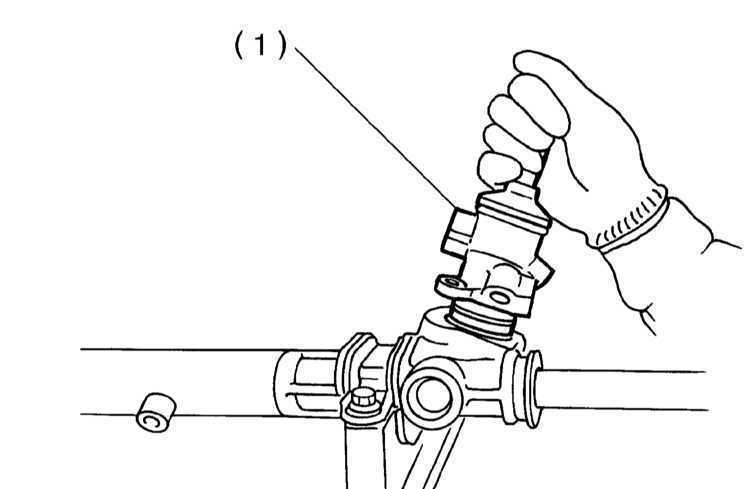
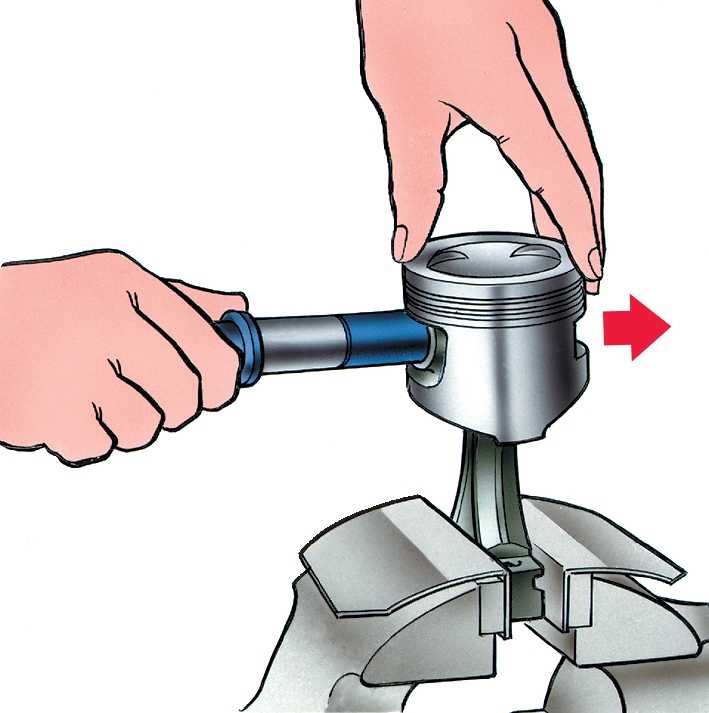
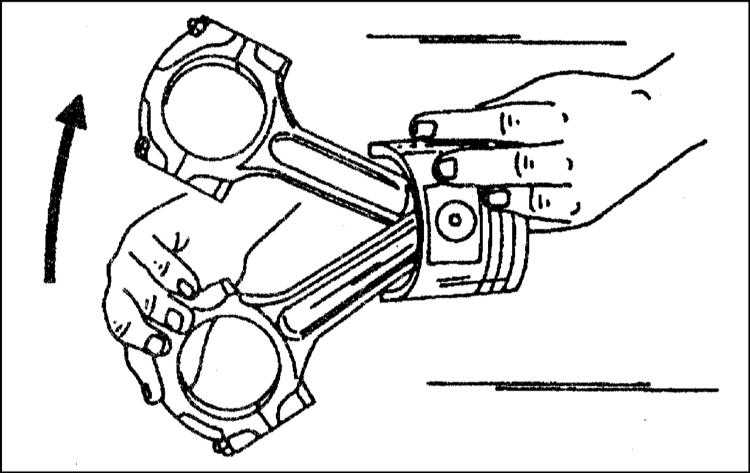
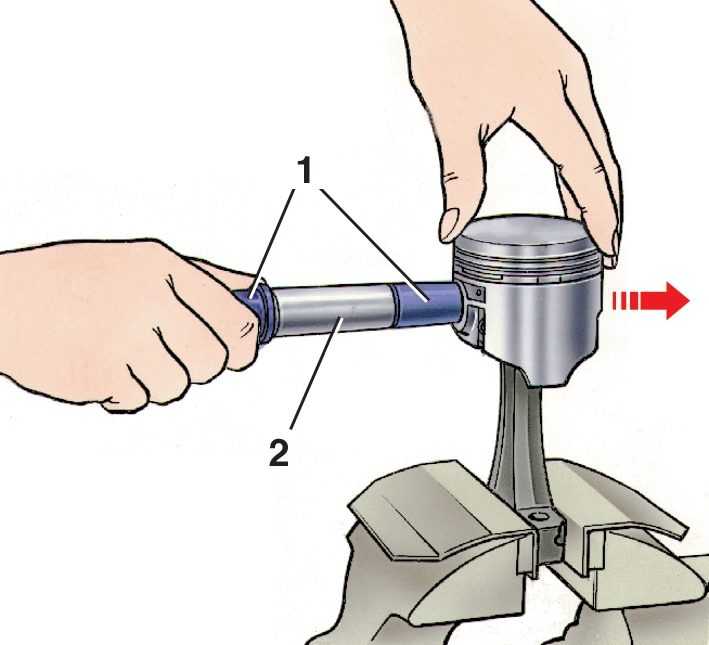
Для защиты шейки вала и зеркала цилиндра натяните на шпильки крепления нижней головки шатуна пару отрезков подходящего по размеру шланга.
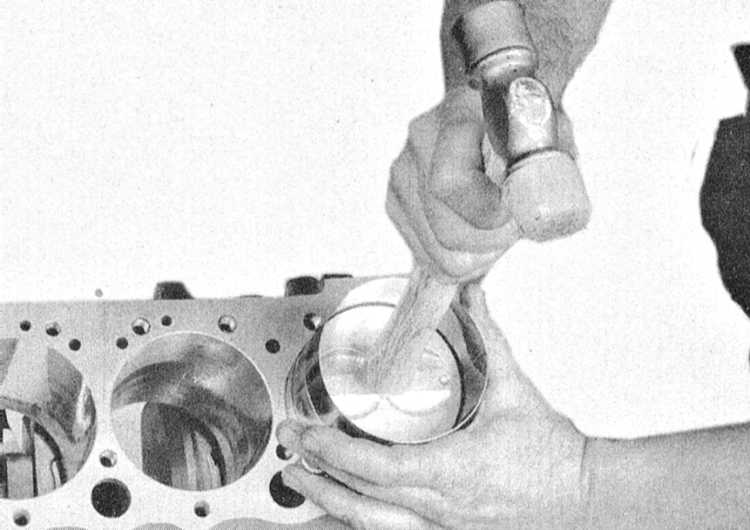
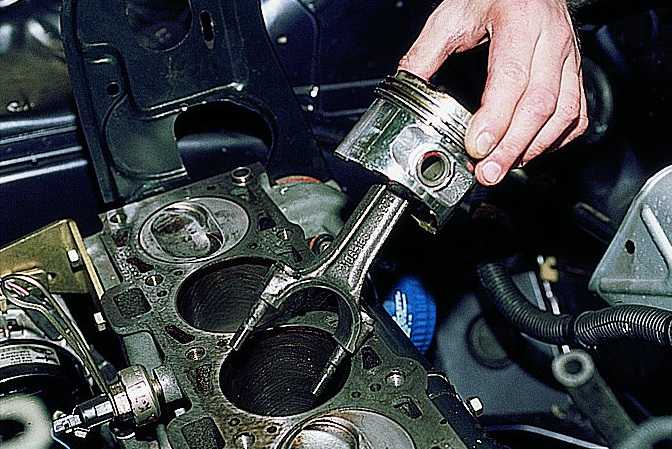
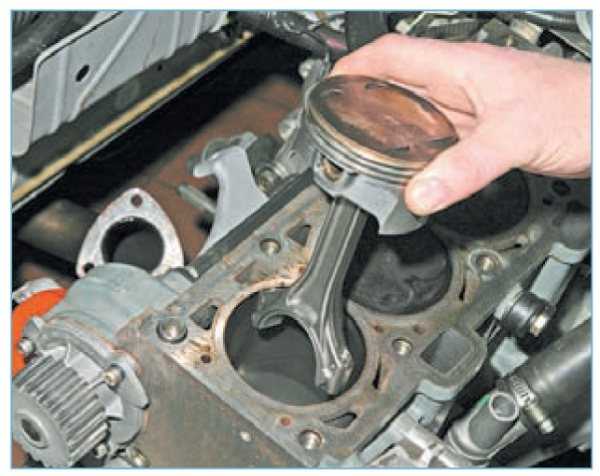
Извлеките из головки шатуна вкладыш подшипника, затем, уперев деревянную рукоятку молотка в постель подшипника в нижней головке, вытолкните шатунно-поршневую сборку из блока через верх цилиндра. При возникновении сопротивления немедленно прекратите извлечение сборки и удостоверьтесь в полноте удаления ступенчатого износа в верхней части цилиндра.
Действуя в аналогичной манере, извлеките из двигателя шатунно-поршневую сборку 4-го цилиндра, затем проверните двигатель на 180° по часовой стрелке и извлеките сборки 2-го и 3-го цилиндров.
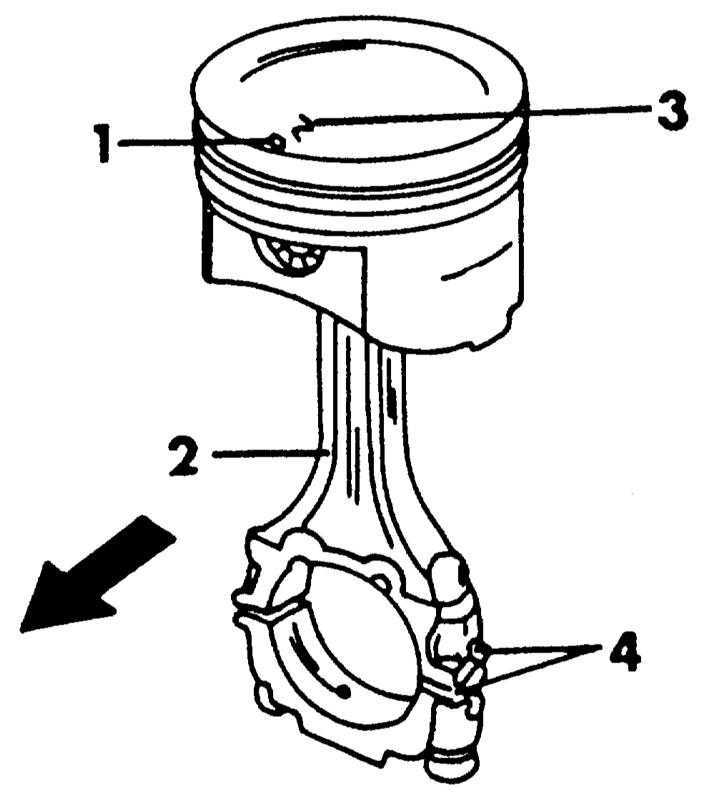
К извлечению приступайте только после того, как шатун будет расположен строго параллельно оси цилиндра!
Во избежание случайного механического повреждения подшипников и потери компонентов, установите на место вкладыши и закрепите крышки подшипников на нижних головках своих шатунов, от руки затянув крепежные болты/ гайки.
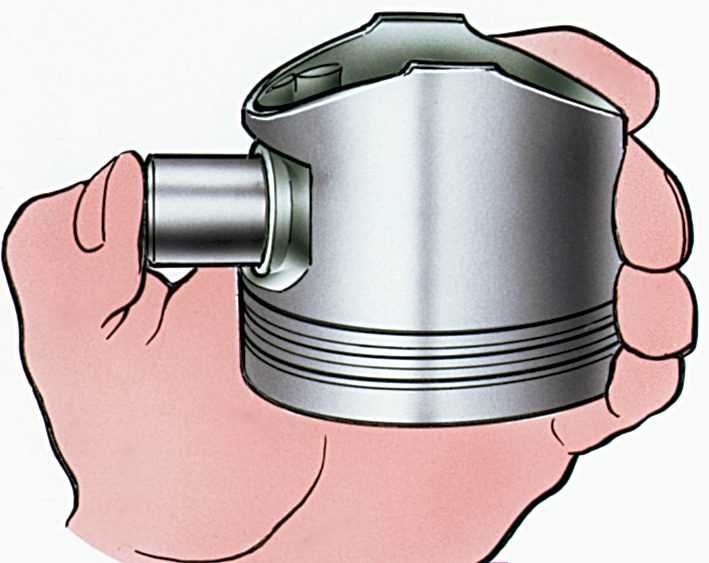
Не снимайте поршни с шатунов (подробнее см
Проверка состояния компонентов шатунно-поршневой группы).
Видео про «Снятие шатунно-поршневых сборок» для Opel Astra
Opel Astra, Ремонт Двигателя 1.6 Z16XEP
замена вкадышей и поршневых колец, правильная сборка блока цилиндров C16NZ
Опель зафира , ремон двигателя , замена колец
Скачивание книги
После успешного прохождения платежа (любым способом) и возврата в магазин KrutilVertel с сайта платежной системы Вы попадаете на страницу успешной оплаты:
Купленная Вами книга будет находиться в Вашем личном кабинете, откуда ее всегда можно будет скачать.
Обратите внимание, что после совершения оплаты, Вам необходимо вернуться обратно с сайта платежной системы на сайт KrutilVertel. В случае, если по каким либо причинам Вы не вернулись обратно на сайт и закрыли вкладку платежной системы с сообщением про успешное прохождение платежа, сообщите нам об этом — мы вышлем Вам письмо в котором будет указан доступ для скачивания книги
В случае, если по каким либо причинам Вы не вернулись обратно на сайт и закрыли вкладку платежной системы с сообщением про успешное прохождение платежа, сообщите нам об этом — мы вышлем Вам письмо в котором будет указан доступ для скачивания книги.
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
- На карте стоит ограничение на оплату покупок в интернет
- Пластиковая карта не предназначена для совершения платежей в интернет.
- Пластиковая карта не активирована для совершения платежей в интернет.
- Недостаточно средств на пластиковой карте.
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.






Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Если у Вас остались какие-либо вопросы, вы можете их задать, воспользовавшись формой обратной связи, или написать нам письмо на info@krutilvertel.com.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.

Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.



Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.